Balancing Stretch and Recovery Through Core-Sheath Denier Engineering
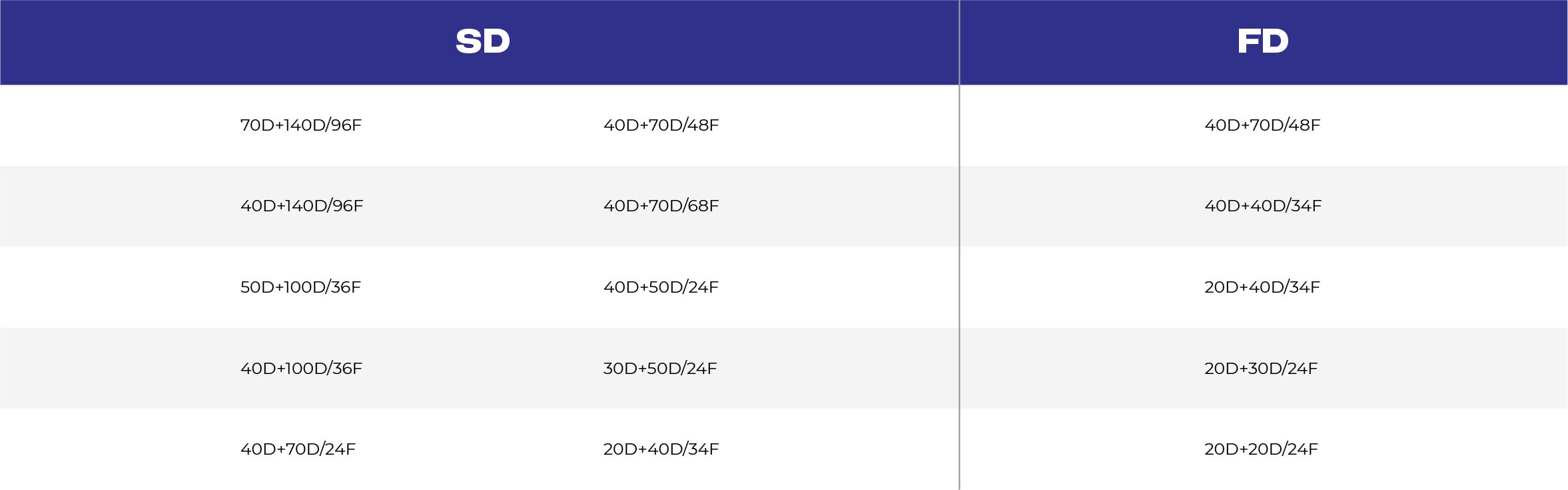
When formulating Nylon 6 ACY Yarn, the ratio between core and sheath filaments dictates not just elongation but also the immediate recovery after load. Air-jet texturing locks the sheath around a drawn core, yet the elastic potential depends heavily on denier selection. A lighter sheath over a fine core, for instance 20D over 20D, produces a tight, compact yarn suited for sheer hosiery, while a 70D core covered with 140D sheath generates high bulk and powerful stretch for waistbands and sportswear bands. We at Fangyuan New Material optimize both components at the polymer stage, so batch-to-batch variability stays minimal and downstream elongation remains predictable.
Typical stretch-recovery behaviour of Nylon 6 ACY constructs (warp-knit test)
| Core / Sheath (D) |
Break Elongation (%) |
Elastic Recovery @ 30% (%) |
| 20 / 20 |
28 – 35 |
≥ 95 |
| 40 / 40 |
38 – 48 |
≥ 92 |
| 70 / 140 |
55 – 65 |
≥ 88 |
Nylon 6 ACY with a filament count ranging from 5F to 96F adds further design flexibility. A higher filament count in the sheath (e.g., 48F or 72F) increases fibre surface area, improving softness, moisture transport and drape, while a lower count like 7F–12F enhances surface crispness and visual clarity. We frequently advise knitters to test recovery using a 24-hour conditioning period after knitting; our in-house quality checks on every lot of Nylon 6 ACY Yarn follow AATCC 20 procedures to ensure that the claimed elastic recovery is actually delivered on the machine.
Full Dull, Semi-Dull, Bright: Selecting the Right Luster for Nylon 6 Air Covered Yarn Applications
The choice of luster in Nylon 6 Air Covered Yarn is not purely aesthetic—it influences light transmission, color vibrancy, and frictional behavior during high-speed knitting. Full dull yarns, loaded with titanium dioxide, provide exceptional opacity and are widely used for white or pastel sportswear where skin-through must be eliminated. Semi-dull strikes a versatile balance and remains the preferred option for lingerie, linings and seamless bodywear. Bright luster, free of delusterant, delivers deep blacks and rich jewel tones but demands cleaner knitting conditions because of its higher surface friction.
- Full Dull: opacity > 85%, preferred for swimwear and yoga wear; helps mask minor fabric density variations and needle lines.
- Semi-Dull: natural look, good dye uptake; accounts for nearly 60% of our ACY orders and fits most circular-knit constructions.
- Bright: maximum luster, superior color saturation; recommended for decorative trims, contrast panels and high-fashion seamless pieces.
From our experience, customers often combine luster levels within one garment—a bright outer layer backed by a full dull Nylon 6 ACY Yarn liner, for instance, achieves both vibrant colour and modesty. Because TiO₂ content affects dye strike rate, we document the exact delusterant percentage for each batch and can help calibrate your dye recipes to avoid shade mismatch. Our ready inventory covers full dull, semi-dull and bright across the 20+20D to 70+140D fineness window, so lead times stay short even for trial sampling.
Air-Jet Parameter Optimization for Consistent Hand Feel and Low Hairiness
The characteristic softness of Nylon ACY Yarn relies heavily on nozzle configuration and overfeed control. Feeding the sheath at a higher overfeed than the core creates a bulky, cotton-like texture, while a balanced overfeed yields a sleek, high-speed running surface. At our Fangyuan facility, we maintain nozzle pressure between 6 and 8 bar for standard constructions; pressures exceeding 9 bar risk filament fracture and increased hairiness, especially in fine-count items like 20+20D. Stable intermingling energy also prevents periodic tight spots that can cause barre effects in fabric.
Process levers that influence yarn quality
- Core draw ratio – set between 1.2× and 1.6× to avoid residual shrinkage that triggers fabric puckering after wet processing.
- Sheath overfeed – typically 5%–15%; higher values increase bulk but may lower tenacity, so we test each combination during grade development.
- Nozzle air pressure – adjusted per denier; a 6.5 bar reference works reliably for 40+70D Nylon ACY Yarn with a 48F sheath.
- Intermingling nodes – aim for 80–120 nodes/meter to balance filament cohesion with a free, supple hand.
Because we polymerize our own Nylon 6 chip, we can fine-tune melt viscosity to tolerate higher intermingling energy without micro-surface damage. This integrated control helps avoid the common trade-off between softness and strength seen in Nylon ACY downstream, and we share detailed setting guidelines with every shipment to shorten machine setup time.
Controlling Edge Curl and Dimensional Stability in Seamless Knits
Edge curling in single-jersey fabrics made from Nylon 6 ACY Yarn often stems from torque imbalance between the stretched core and the air-wrapped sheath. To reduce curl, many knitters adopt a slightly higher stitch density and a final heat-setting step at 180–195 °C for 45–60 seconds. We have seen that choosing a semi-dull Nylon 6 ACY with a fine 5F–12F sheath can minimise twist liveliness while preserving the high stretch essential for waistbands, cuffs and body-shaped panels.
Recommended setting conditions for Nylon ACY seamless fabrics
| Fabric Weight (g/m²) |
Temperature (°C) |
Residence Time (s) |
Curl Index Reduction |
| 120 – 160 |
185 |
50 |
≥ 80% |
| 160 – 220 |
195 |
60 |
≥ 90% |
When working with Nylon ACY, pre-steaming or conditioning can relax the yarn before knitting, lowering the tendency to form tight, upturned edges. We routinely pre-condition our cones in a controlled-humidity environment before shipment, so that knitters experience fewer stoppages and better flatness right from the creel. Pairing the right knitting tension—typically 2–4 cN for the fine gauge—with the setting recommendations above gives a measurable reduction in edge curl without compromising the high fit and resilience that Nylon ACY brings to seamless garments.
 English
English Español
Español عربى
عربى हिंदी
हिंदी