How Orientation and Crystallinity in Nylon 6 POY Drive DTY Efficiency
In Nylon 6 Partially Oriented Yarn production, the interplay between molecular orientation and crystallinity directly determines how the yarn behaves during draw texturing. A defining characteristic of quality POY is its low orientation degree paired with relatively high crystallinity. Low orientation preserves sufficient residual draw ratio, giving the false-twist texturing process the mechanical “room” it needs to fully develop crimp and bulk. If the as-spun yarn is already too oriented, texturing forces cannot impart the desired stretch and recovery—leading to flat, lean-feeling DTY.
The high crystallinity component is equally critical. It stabilizes the yarn structure during storage and transport, preventing uncontrolled cold crystallization that can cause uneven dye uptake or tension spikes on the texturing creel. At Fangyuan, our Nylon 6 POY is engineered to consistently hit this orientation-crystallinity window, giving your texturing line a stable starting point. The table below outlines the key parameters we monitor to maintain that balance.
Key quality parameters of Nylon 6 POY and their influence on texturing performance
| Parameter |
Typical Range |
Downstream Impact |
| Birefringence (Δn) |
0.03 – 0.06 |
Controls attainable DTY crimp contraction; values above 0.07 typically restrict texturing potential. |
| Crystallinity (Xc) |
20 – 30 % |
Sufficient to suppress ambient ageing; too high raises texturing yarn tension and heater demand. |
| Elongation at break |
110 – 150 % |
A practical indicator of retained draw; drop below 100 % often signals pre-oriented material. |
| Boiling water shrinkage |
8 – 15 % |
Correlates with thermal stress relaxation; extremes cause creel tension mismatch. |
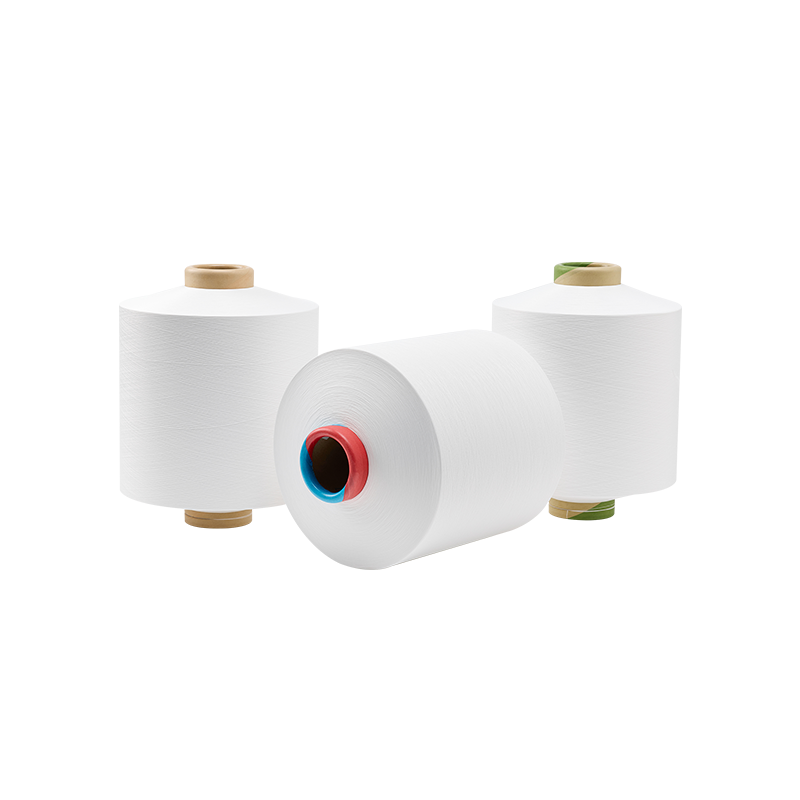
The Role of TiO₂ in Nylon POY Yarn: Full Dull, Semi-Dull, and Bright
Titanium dioxide (TiO₂) loading is far more than an aesthetic choice—it affects spin-pack life, dyeability, and the mechanical feel of the final fabric. When you order Nylon POY Yarn, the luster grade should be specified with the end fabric’s optical and hand requirements in mind:
- Bright (clear) – no TiO₂ added; offers the highest tenacity and best dye brilliance, but reveals spinneret contamination faster and requires tighter filtration control.
- Semi-dull – typically 0.25 – 0.35 % TiO₂; the workhorse grade balancing lustre, process stability, and acceptable pack life. Most circular-knit and warp-knit DTY starts here.
- Full dull – TiO₂ content often 1.5 – 2.0 %; delivers a matte, cotton-like finish but accelerates polymer degradation and spin-pack pressure rise if dispersion is uneven.
Proper TiO₂ dispersion is critical: agglomerates act as stress concentrators during drawing, increasing DTY breaks and generating harsh fabric points. Zhejiang Fangyuan New Material Co., Ltd. carefully selects masterbatch quality and monitors particle size distribution in its polymerization line, so the Nylon POY Yarn you receive maintains consistent luster and runnability from lot to lot.
Denier and Filament Count: Selecting Nylon 6 POY Yarn for Optimal DTY Performance
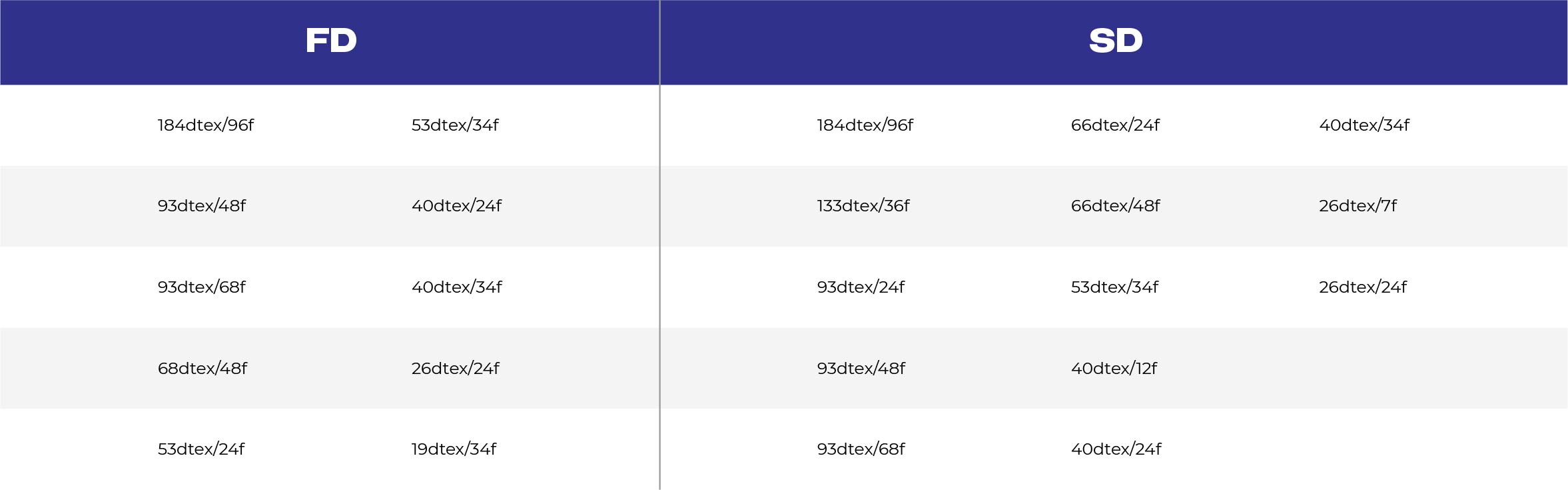
Choosing Nylon POY with the correct denier and filament count prevents mismatches that surface as poor DTY bulk, excessive breaks, or off-spec fabric weight. Our Nylon 6 POY Yarn range covers 19D to 184D with filament counts from 5F to 136F, corresponding to a dpf (denier per filament) span from approximately 0.14 to 36.8. That versatility lets you hit precise fabric targets.
A practical selection sequence usually follows these steps:
- Define the final DTY denier and filament count. For example, a typical 70D/68F DTY calls for a POY in the 100 – 115D range, assuming a draw ratio near 1.50 – 1.65.
- Match the filament count exactly, unless a split-merge process is planned. Keeping the same F number preserves single-filament fineness and gives predictable texturing tension.
- Adjust the POY denier for downstream bulk targets: a slightly higher POY denier (lower draw ratio) can generate softer, higher-bulk DTY, while a lighter POY pushed to a higher draw ratio yields a leaner, stronger yarn.
- Validate the POY’s elongation and shrinkage values so that your texturing heater settings align without repositioning the draw zone.
As a Nylon 6 POY Yarn manufacturer with full in-house polymerization, Fangyuan helps customers translate these specifications into smooth-running production by offering matched dope-dye lots and consistent filament uniformity.
From Chip to Spool: How Integrated Manufacturing Elevates Nylon 6 Partially Oriented Yarn Quality
When Nylon 6 Partially Oriented Yarn is produced on a split supply chain—chip bought from one source and spun elsewhere—the risk of lot-to-lot variability multiplies. Small shifts in relative viscosity, amino end-group content, or extractables levels can shift dye affinity enough to create visible stripe defects in circular-knit fabric. Integrated polymerization-to-spinning control closes that gap.
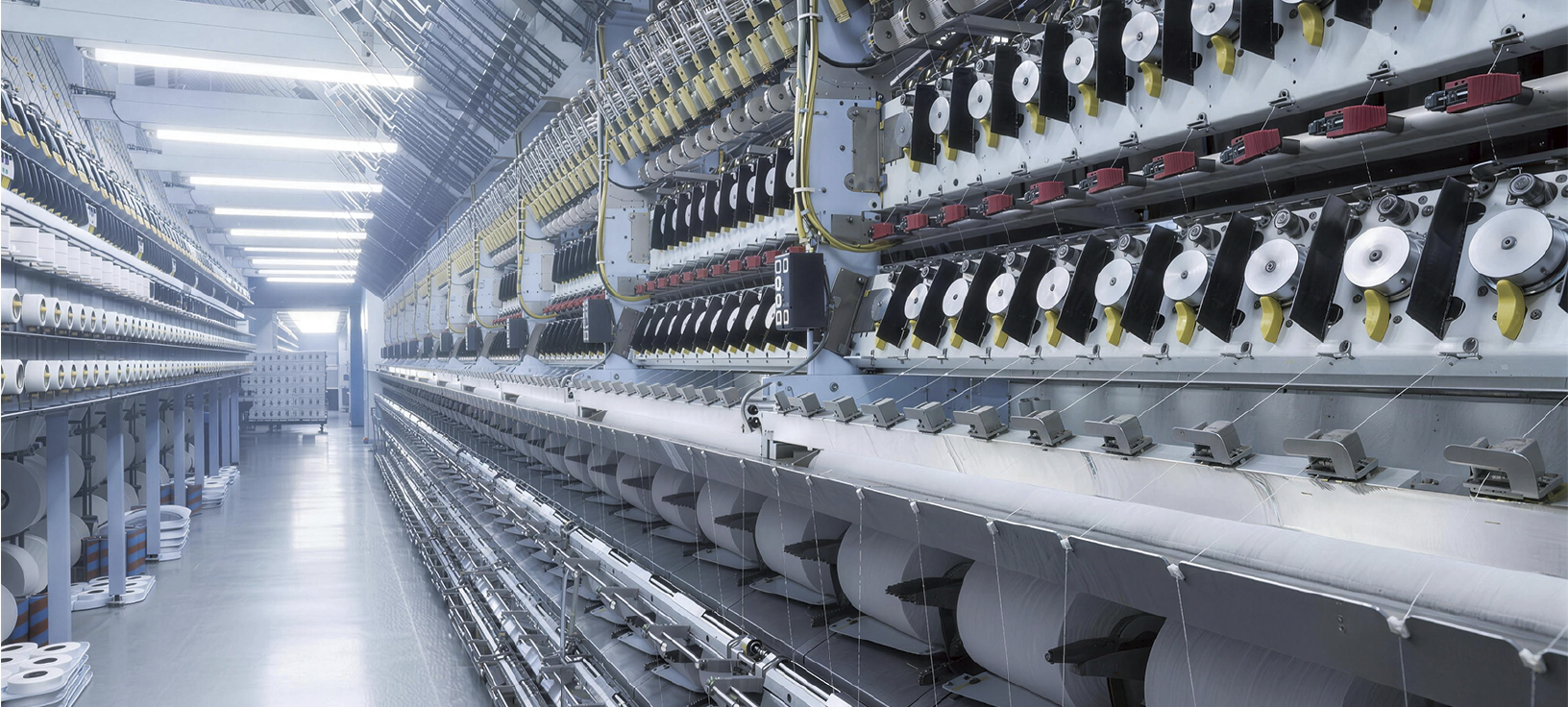
At our Tongxiang site, Zhejiang Fangyuan New Material Co., Ltd. operates a continuous line from caprolactam to finished POY, HOY, FDY, DTY and ACY. This allows us to hold RV (relative viscosity) within ±0.02 of target and keep extractables consistently below 0.5 %, two numbers that strongly correlate with uniform dyeing and stable texturing tension. Every spool of Nylon 6 Partially Oriented Yarn carries traceable lot data, so when you run bulk production, you can expect the same machine settings to deliver the same results.
Beyond chemistry, integrated manufacturing also enables rapid grade transitions. If a customer’s fabric development requires a specialty semi-dull 44D/34F POY with a narrower elongation window, we can adjust the polymerization and spinning parameters under one roof without the lead-time delays of external chip qualification. From grade selection to consistent batch control, our team supports your requirements with practical technical service and responsive communication—helping you run stable, efficient production with nylon materials you can rely on.
 English
English Español
Español عربى
عربى हिंदी
हिंदी